���⺸�әC��Q��������p�Ď��Π�
�l���r�g��2014-08-16 | ��Դ������ˇ���⺸���\�I�� | ������
���⺸�әC��Ч�ؽ�Q���I���ӆ��}�Č����Ǽ��ð�ĺ��ӣ��粻ͬ���䓰��ƴ�ӵȡ�ͨ����䓰����Ԍ��ӽ��^�ĽǺ��p�B�ӵġ����@�N��r�£����ڼ�����С�ľ۽��돽���������ۻ����ϣ��H���ں�С�g϶���M�к��ӣ���ˌ����¿��Ƃ䡢��������䓰�֮�g�Ķ�λ���Լ��A���b�õć���Ҫ�D4-35a��ʾ����քe��Imm��2mm�X���C02���⺸�p�������ú��m�ĵ��x�ӻ������Ҫ��Դ�����⺸�әC�����Ӻ����ٶȵ�ͬ�r���ܳɱ�������⺸��o.1mm������g϶Ҫ��
��ˣ����⺸�әC���|���c���X��֮�gƽ���^�ɞ������Ľ��^�Π�ĸ��ơ����ˮa����Ư���ĺ��p�����⣬���ڱ����˼��J��߅���������˺����ij��d���������⣬������@ʾ������ͺϺ����^�ij����������ˡ�
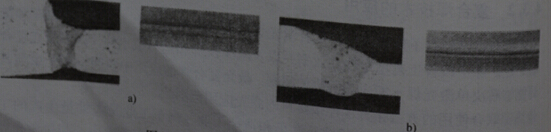
�D4-35 ��܇�X��ĺ��ӣ��քe��1-2mm��
a)���⺸�p��3kW��CO2���⣩ b������ͺϺ����p(3kW��C02����+���x�ӻ�(35A))
���⣬���⺸�әC��߅���ۻ�Ч�����ɹ������ڶ�����p�����H���C�˽��^�ď��ȣ�����ͬ�r���C������Ҫ����܇�w�����У��Еr��Ҫ�A����߅�����D4•36չʾ�ˆΪ��Â��y���ӷ������ܝM�����������X�Ͻ𘋳ɵăx��֧��ģ�K��Ҫ��ĺ���Ȟ�3mm�������u�O�廡������x�ӻ����õ��كH���_���@����ֵ�������º�����ğ�Ч�����Q��Ԓ�f�������²��ɽ��ܵ�׃�Ρ���һ���棬�Ϊ�ʹ��C02�����܉���ٺ��������@�N��r�£�߅�����J��Ҫ�����ۻ������Ã����ϵďͺϺ����S��������Ч���a�ɽ��ܳ��εĺ��p������������a��׃�Ρ�
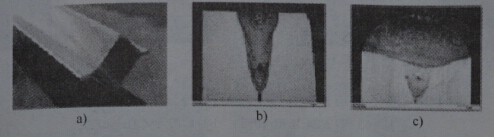
�D4-36 �X�Ķ�����p���⺸�c����ͺϺ��ı��^
a)��܇�x��֧��ģ�K(���Ϟ��X�Ͻ�5754) b�����⺸(C02���⺸�Ӆ�����
�ٶȞ�4r'n/min�����ʞ�3.4kW��������150�Nm��ģʽ��TEM(��o��) c)����ͺϺ�
���ͺϺ�C09����+�廡�����Ӆ������ٶȞ�4m/min�����ʞ�3.4kVV��
������150t_Lm��ģʽ��TEMco��늻�ƽ�������150A����
���]��x/ RECOMMENDED NEWS
- [2019-07-13]�ֳּ��⺸�C
- [2019-04-26]�ֳּ��⺸�������w�B�m/�}�_�ֳֺ����^
- [2019-04-26]���⺸���ݣ������P�����c��ˇ��B
- [2019-03-28]�X�ļ��⺸��Ч��
- [2019-03-09]���⺸�ӑ���ǰ��
- [2019-01-14]���⺸�ӕ�Խ��Խ�ռ���
- [2018-12-01]���ٹ������⺸��
- [2018-11-15]���⺸���O������X
- [2019-06-29]���⺸�ӿ�������ô���o�⣬����ʲô���ã�
- [2019-06-02]�r�C�X݆���ü��⺸�ӹ�ˇ
- [2019-01-24]�k���ИI���⺸�ӽ�Q����
- [2018-12-03]��܇���������⺸�ӽ�Q����
- [2018-09-01]�N���⺸��
- [2018-07-07]�~���⺸��
- [2018-06-16]늳��wñ���⺸��
- [2018-06-09]304���P䓼��⺸��

��һ퓣� ����ͺϺ��@����������Ҫ����
��һ퓣� ���⺸���П�ݔ����j����