���⺸�әC����Ӳ��䓲ĺ����о�
�l(f��)���r�g��2014-08-20 | ��Դ������ˇ���⺸���\�I�� | ������
������������Ҫ����֮һ�Ǹߵľ۽����ȣ��c���y(t��ng)���ӷ�����ȣ����⺸�әC�����ٶȷdz��ߣ�������f�o���ϵ�������Ȼ��С�ģ��܉�p�ٺͱ��⺸�ӽY(ji��)��(g��u)��׃�Ρ�Ȼ�����ߵĺ����ٶȌ���ʹijЩ���Ͼ��иߵ�Ӳ��ֵ����s�ٶ�̫�쌧���ں��p��(n��i)�γ��Ѽy���@�����}���ڼ��⺸��̼��������0.25%���|(zh��)���֔�(sh��)����̼��䓺�̼�������^0.2%���|(zh��)�Ƿ֔�(sh��)���ĵͺϽ���Ƿdz���Ҫ�ġ������ڄ����C܇����Ҫ���e���ͨ���Dz����ü����M�пɿ��ĺ��ӵģ���Cf53(AISI 1050)��C67(AISI 1070)��42CrM04(AISI 414074142)����50CrV4 (SAE6150)�ȡ�
��ұ���W���^�c���l(f��)��Ҫ�������Ѽy��Ҫ�ͼ���a(ch��n)���ĸߵ���s���ʁ������R���w��׃�����F(xi��n)������s���ʵ�һ���ɹ����g�ǯB�ӸБ���Դ���ṩ���r��̎��������Б��ͺ�����Ҫ�ă�(y��u)�c�Ǻ��Ӻ͟�̎������ͬ���M�У���̎��Ч���c䓵ļ��e�Ͳ����Ą��ȡ���ֵ�ض����P���c�ض�-�r�g���ڡ��A��ͣ����������Լ��Б����Ĵ�������P�����������Б��ͺϺ����ԟo�Ѽy�غ�������䓷N�Լ���̎��䓡�����Б�Ӳ��䓡�����Ӳ��䓺͏���䓡�
����-�Б��ͺϺ����p�ğo�Ѽy���^������D4-37��ʾ��
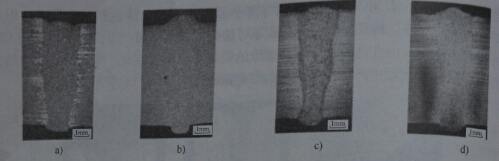
�D4-37 ����-�Б��ͺϺ����p�ğo�Ѽy���^���棨����6mm��
a)C+53�(AISI ioso/ioss) b)c 67�(AISI 1070)
c) 42CrM04�(AISI 414074142) d)50CrV4�(SAE 6150)
���]��x/ RECOMMENDED NEWS
- [2019-07-13]�ֳּ��⺸�C
- [2019-04-26]�ֳּ��⺸�������w�B�m(x��)/�}�_�ֳֺ����^
- [2019-04-26]���⺸��(y��u)�ݣ������P�����c��ˇ��B
- [2019-03-28]�X�ļ��⺸��Ч��
- [2019-03-09]���⺸�ӑ���ǰ��
- [2019-01-14]���⺸�ӕ�Խ��Խ�ռ���
- [2018-12-01]���ٹ������⺸��
- [2018-11-15]���⺸���O������X
- [2019-06-29]���⺸�ӿ�������ô���o�⣬����ʲô���ã�
- [2019-06-02]�r(n��ng)�C�X݆���ü��⺸�ӹ�ˇ
- [2019-01-24]�k���ИI(y��)���⺸�ӽ�Q����
- [2018-12-03]��܇���������⺸�ӽ�Q����
- [2018-09-01]�N���⺸��
- [2018-07-07]�~���⺸��
- [2018-06-16]늳��wñ���⺸��
- [2018-06-09]304���P䓼��⺸��

��һ퓣� ���⺸�C����܇���촬�ϵ�ؕ�I
��һ퓣� ����ͺϺ��@����������Ҫ��(y��u)��