���⺸�C(j��)���^�^�ɌӺ��Ƭ�Y(ji��)��(g��u)
�l(f��)���r(sh��)�g��2014-11-05 | ��Դ������ˇ���⺸���\(y��n)�I�� | ������
���M(j��n)�м��⺸���^���У����ڸ߹����ܶȼ����ߵ����ã����ٌ����ۻ��c������������ʯ���@�ӵĸߜؗl������ʯī������ˣ����˱��C���^�c���w���ϵĺ������ܣ���Ҫ�ڼ��⺸�әC(j��)���w�c��X�g�����^�Ɍӣ��^�ɌӺ��ͨ����1.5��2mm�����⺸�ӕr(sh��)�^�Ɍ��ۻ������w�͵��^�Y(ji��)��̎�����ۻ����ۻ���ĺϽ�Һ�w��ں��γɺ��p������^�Ɍ����ܛQ�����p���ܡ�����(j��)���⺸���Ƭʹ�������c���a(ch��n)��ˇ��Ҫ�����⺸�C(j��)���^���^�Ɍӱ�횝M������Ҫ�����ߵĺ��p��(qi��ng)�ȣ����õĺ��p�|(zh��)�����������䷽�M�֣��(y��u)�ğ��Y(ji��)�ضȡ�Ҫ�M�㼤�⺸�әC(j��)������I(y��)���Ե�Ҫ���ܳ���ס��Еr(sh��)�������r�¸��N��Зl���Ŀ��(y��n)��ͬ�r(sh��)߀Ҫ����Ƭ����(y��n)�Ĺ�ˇ���c(di��n)��Ҫ��
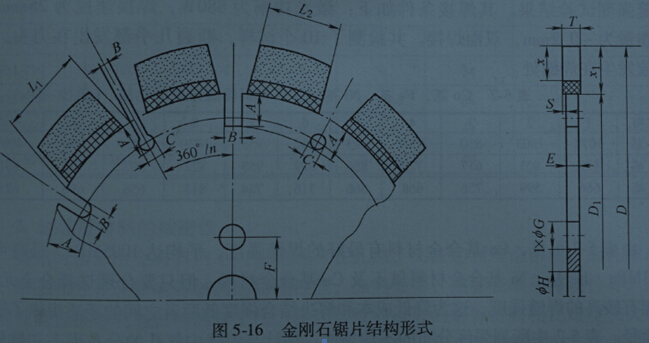
�D5-16 ����ʯ�Ƭ�Y(ji��)��(g��u)��ʽ
A-����H-���w��(n��i)��Lֱ�� B-�ی� �ң�һ���w�X�L(zh��ng)C-�ۿ�ֱ�� L2-JJ�^�L(zh��ng)��
D-һ�A�Ƭ���xֱ�� S-��(c��)϶ D1һ���wֱ��T-JJ�^����E-���w���
x-JJ�^����ʯ�Ӹ߶�F-��λ�����ľ� xl -JJ�^���߶�
C-һ��λ��ֱ�� (xl -x)-JJ�^�ǽ���ʯ�Ӹ߶�
���]��x/ RECOMMENDED NEWS
- [2019-07-13]�ֳּ��⺸�C(j��)
- [2019-04-26]�ֳּ��⺸�������w�B�m(x��)/�}�_�ֳֺ����^
- [2019-04-26]���⺸��(y��u)��(sh��)�������P(gu��n)�����c��ˇ��B
- [2019-03-28]�X�ļ��⺸��Ч��
- [2019-03-09]���⺸�ӑ�(y��ng)��ǰ��
- [2019-01-14]���⺸�ӕ�(hu��)Խ��Խ�ռ���
- [2018-12-01]���ٹ������⺸��
- [2018-11-15]���⺸���O(sh��)������X
- [2019-06-29]���⺸�ӿ�������ô���o(h��)�⣬����ʲô���ã�
- [2019-06-02]�r(n��ng)�C(j��)�X݆���ü��⺸�ӹ�ˇ
- [2019-01-24]�k���ИI(y��)���⺸�ӽ�Q����
- [2018-12-03]��܇?y��n)��������⺸�ӽ�Q����
- [2018-09-01]�N���⺸��
- [2018-07-07]�~���⺸��
- [2018-06-16]늳��wñ���⺸��
- [2018-06-09]304���P䓼��⺸��

��һ퓣� �o�����⺸�әC(j��)���ʌ�(du��)���ӵ�Ӱ�
��һ퓣� ���⺸�әC(j��)�м���ʺ��ͽz�ٶȃ�����