�������Ƭ���⺸�әC��ˇ���c
�l���r�g��2016-04-05 | ��Դ������ˇ���⺸���\�I�� | ������
�����β���������Ƭ���ϯB�Ӻ��Ӷ��ɣ�ʯ�ļӹ��õ��Ƭ���w���Ã�Ƭ����g�Aһ��0.2 mm���X���~�M�ɣ������λ��w��һ�N����Y���IJ��ϣ�Ŀǰ�Ƭ�ĸ��N���뷽���У��������Ƭ������Ч������@����
�����λ��w������Y���Q�����亸�ӹ�ˇ�c��ͨ�Ƭ�IJ�ͬ�����������ͨ�Ƭ�ĺ��ӹ�ˇ�����^�c�����λ��w�ĺ��ӏ��Ȍ��_�����aƷ�ď���Ҫ����Ҫ�c�ɂ��������P��һ�NJA�Ӳ����c��Ӳ������ԵIJ�ͬ����ͬ���ό�����������c�������Բ�һ�ӣ�����ͬ�ļ���l���£��������ռ����������һ�ӣ��ټ��ϲ��ϵ��������Ա������c���Y���ضȵIJ�����ӽ��^̎��r�O����s���o���ӎ����˺ܴ����y�����������β��ϸ���֮�g����ұ��Y�ϣ�����֮�g���H����С�Ŀp϶���p϶��߀��һЩ���ӄ������ں��Ӂ��f���_Щ���ӄ��Dz������s�|���p϶���s�|�Ĵ��ڣ����ܕ��ں��p�г��F��͊A����Σ�����p���|����
��������ԭ���������Ƭ�ĺ��Ӷ������p�溸�������溸�ӡ�ͨ�^���ú��m�ļ��⺸�әC��ˇ������ʹ�����β����c��ĩұ���^�ĺ��ӏ����_�����HMPA�˜ʡ�Ӱ����⺸�әC���ӵ����غܶ࣬��һ���Ĺ����|���ėl���£���Ҫ���Ƽ������Ĺ��ʡ�ƫ�����������Aб�ǡ��x�����������ٶȡ��o�����w�����ȡ�
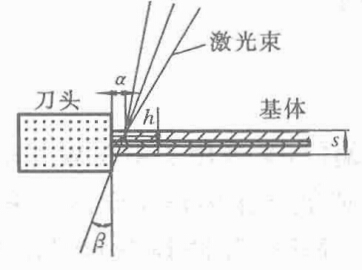
Bһ�������Aб�ĽǶȣ�a����������ƫ������
hһ���c�x��������ľ��x��s--�����ĺ��
�D �������Ƭ����ʾ��D
�������Ƭ���w�c��ĩұ���^�ĺ��ӣ���ĩұ���^��ȴ��ڻ��w�����˱��C�Ƭ����ij�������ȣ����⺸�әC���ӕrҪʹ���ߵĸ߶ȷ�����Ќ��R��
�ں��ӵڶ���ĕr��Ҫע��ʹ����ĵײ��c��һ�������Ҫ�����غϣ��غ�����s��0.2��0.4mm��
���]��x/ RECOMMENDED NEWS
- [2019-07-13]�ֳּ��⺸�C
- [2019-04-26]�ֳּ��⺸�������w�B�m/�}�_�ֳֺ����^
- [2019-04-26]���⺸���ݣ������P�����c��ˇ��B
- [2019-03-28]�X�ļ��⺸��Ч��
- [2019-03-09]���⺸�ӑ���ǰ��
- [2019-01-14]���⺸�ӕ�Խ��Խ�ռ���
- [2018-12-01]���ٹ������⺸��
- [2018-11-15]���⺸���O������X
- [2019-06-29]���⺸�ӿ�������ô���o�⣬����ʲô���ã�
- [2019-06-02]�r�C�X݆���ü��⺸�ӹ�ˇ
- [2019-01-24]�k���ИI���⺸�ӽ�Q����
- [2018-12-03]��܇���������⺸�ӽ�Q����
- [2018-09-01]�N���⺸��
- [2018-07-07]�~���⺸��
- [2018-06-16]늳��wñ���⺸��
- [2018-06-09]304���P䓼��⺸��

��һ퓣� ���⺸�Ӻ��p�M��ȫ�����
��һ퓣� ���һ�!