��\䓰���ü��⺸�әC����Ч�����^
�l(f��)���r�g��2014-09-01 ���⺸�әC�ѽ�(j��ng)�ܺõ�����܇�w���죬��僌�䓰�ļ��⺸�ӵ��F(xi��n)�ڞ�ֹ��Ȼ�І��}���e���е����c�������c��Ԫ�ش��ڕr�����\������䓰�ķ�����ʹ�õģ��ڼ��⺸�����g�܉�?q��)�����ͻȻ������Ӱ푺��p�����ܡ����p�|(zh��)���ĸ��ƃH��䓰�֮�g�g϶�����C�������g϶�Č��ȱ�������Ա��C�õ������Ľ��^����ˣ����p�¿�߅�����Ƃ���r�ܸߡ�
���˱��C�\������ݳ�����һ����Q�IJ����ǔU(ku��)��С����Ч������w�e���@�ӵķ������Բ�����С��L���������w�ݳ��^(q��)��ʹ�ø��ӟ�Դ���_(d��)������ˣ�(li��n)��ʹ��C02����߹��ʵİ댧(d��o)�w�����ڸ��N����(sh��)�º���0.75-1.25 mm��ͬ��ȵ���\䓰壬�܉�����۳ر��l(f��)�Ĕ_�ӣ���D4-38��ʾ�����������(f��)�Ϻ���������(d��ng)������\䓰�rҲ�܉���ƺ����|(zh��)������MAG���õļ���Nd��YAG�cMAG��(f��)�Ϻ�Ҳ�ܵõ��õĺ��ӽY(ji��)�������p�ĸ��ƿ����ɔU(ku��)���۳�ʹ�\���������ĕr�g�ݳ����p�^(q��)�����ጡ����ң��ɲ����ۻ�늘O�����С�ס�
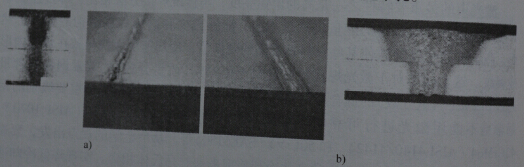
�D��\䓰�Ĵ�Ӻ������⺸�͏�(f��)�Ϻ��ı��^
a) ���⺸(C02) b)C02���⣯�߹��ʰ댧(d��o)�w�����(f��)�Ϻ�








ԡˮ�ۼ��⺸��ҕ�l")
Ʒ����ҕ�l")
���⺸�әC")
���⺸�әC")

���Ƽ��⺸�әC")





