��������⺸�ӹ�ˇ
�l���r�g��2015-11-30 DR��FRITSCH��˾G.WABER�������⺸�ӵĽǶȡ����ࡢ�D�ٵ��M���^̽ӑ��DIEX CORP��˾N. H��CHUNG���c�hꖴ�WJ��W��PARK��C��H��LEE�����M�н�����Ŀɺ��Ԍ���о����J��Ӱ푿ɺ��Ե���Ҫ�����ǚ���ʡ�����ݔ�˴�С��δ������r���ɺ��Եĺ���l���ǣ�����ݔ�둪����0.8 kJ/m����ȑ�����0.9�����ӽ���̎�Ě���ʑ�С��20%��
����ʺͺ����ٶȌ����Ӱ푺ܴ��о���ה����ͼ���ʴ�С���Pϵ�������S�����⺸�әC��������ӣ���ה����ӡ����Ɯy���������ӣ��ۻ����ٱ��ӟᵽ�ܸߜضȣ��a���������⣬�۳���Һ�w����׃�ò��������a���������D�鼤���P��1.2kW�r��Co��ĩ���Y�w����ԇ�әM�����ה��ͺ��ٵ��Pϵ���S���ُ�v=0.3 m��min��u���ӣ���ה��pС�������_3 m��min�r�������ʧ���ɴ˿�Ҋ��ͨ�^���ͼ������ߺ����ٶȜp�ٽ���������γɣ��Ķ����ƚ���γɡ�Co��ԇ�ӵ��͵ĺ��p��ò��D�������J�飬���ٺ��ӕr��С��L�غ��ӷ�����L��С���_��ֱ�����ӣ��������������ݳ���
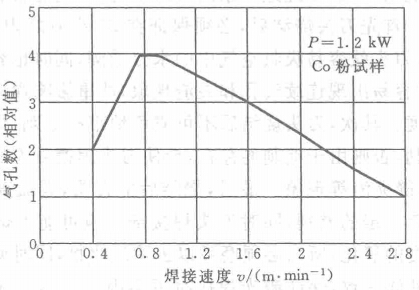
�D �����ٶȌ���ה���Ӱ�
���⣬���p�еĚ����������ƫ����ʮ�����У����m��ƫ�������Ԝp�ٺ��p�еĚ�ס��D������ƫ���������p�К��Ӱ푡��ɈD��Ҋ�����⺸���Ƭ�r������ƫ���Ƭ䓻��wһ�������ڜp�ٺ��p�еĚ������



















