�}�_���⺸�әC���ӵĴ������
�l���r�g��2015-05-30 | ��Դ������ˇ���⺸���\�I�� | ������
�}�_���⺸�ӕr�����������팦���ٵ�ֱ�Ӵ�����ȣ�E����Ĵ�����ȣ������ж����أ��ڽ����У���Ĵ�������Ǻܜ\�ģ��H�Ў��ס�һ���J����ڽ��ٱ�ӕr�������ͱ����յ��ˣ��������յĹ����D�Q����ܣ�ʹ�ֲ��ض����ߣ�Ȼ���ԟ������ʽ�џ�������كȡ���ˣ��}�_���⺸�Ă����ۻ���ʽ�ĺ��ӣ����c���������ȣ����ǿ���Ĵ��룬�����ɽ��ٱ�������չ��ܺ��D������ܣ��ԟ�����ķ�ʽ�Mһ���������̎�ӟ��γɵģ����Ժ��c�Ĵ��������Ҫ�Q���ڲ��ϵğ�Uɢϵ������Uɢϵ����Ąt������ȴ���ˣ����ڂ����ۻ���ʽ���}�_���⺸�әC���f���ܺ��ӵ������Ϻ�ۣ����ٵIJ���ȡ�Q�ڼ��������ʵĴ�С������ȡ�Q�ڽ��ٟ�U��ϵ���ĸߵ͡��ɹ�ʽ(1-24)��֪�����ϵğ�Uɢϵ��k��:
k=K/��c
�ɴ˿�Ҋ����Uɢϵ���c����ϵ�������ȣ��c�ܶȺͱȟ�ɷ��ȣ���6-3��ʾ��һЩ���ٲ��ϵğ�Uɢϵ���Ĕ�����
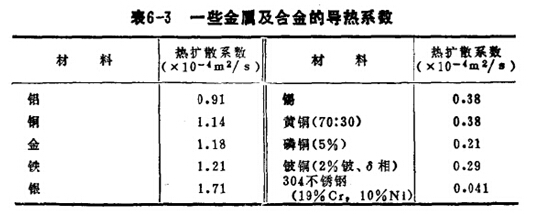
�ı��п��Կ��������P䓣�����һЩ�͟�Ͻ������^�͵ğ�Uɢϵ�����y�����~���ǟ�Uɢϵ���ߵIJ��ϣ�������}�������յ�����������ͬ�ėl���£�ǰ�ߴ�������^С�����ߴ�������^�����y������~�Ȳ��ϣ�������]����ķ����Լ���������ɢʧ�ğ������t���⺸�әC���ӕr���輤�����������͑�ԓ��ܶࡣ
ͬһ�N���ٺ��ӕr���������l����ͬ�r�䴩������c�}�_�������P���}�_����Խ�t�������ҲԽ���P�ڼ��⺸�әC���ӵ����ޣ�Ŀǰ�S���īIָ������횵��ڻ����1ms����t�����ף��}�_���ȵ����ޣ�һ���1Oms��
���]��x/ RECOMMENDED NEWS
- [2019-07-13]�ֳּ��⺸�C
- [2019-04-26]�ֳּ��⺸�������w�B�m/�}�_�ֳֺ����^
- [2019-04-26]���⺸���ݣ������P�����c��ˇ��B
- [2019-03-28]�X�ļ��⺸��Ч��
- [2019-03-09]���⺸�ӑ���ǰ��
- [2019-01-14]���⺸�ӕ�Խ��Խ�ռ���
- [2018-12-01]���ٹ������⺸��
- [2018-11-15]���⺸���O������X
- [2019-06-29]���⺸�ӿ�������ô���o�⣬����ʲô���ã�
- [2019-06-02]�r�C�X݆���ü��⺸�ӹ�ˇ
- [2019-01-24]�k���ИI���⺸�ӽ�Q����
- [2018-12-03]��܇���������⺸�ӽ�Q����
- [2018-09-01]�N���⺸��
- [2018-07-07]�~���⺸��
- [2018-06-16]늳��wñ���⺸��
- [2018-06-09]304���P䓼��⺸��

��һ퓣� �{�����⺸�C�����������ܶȵ���Ҫ����
��һ퓣� ���⺸�����c������ߴ�С