�V�Ͻ⺸�ӵĭh�����}��Q����
�l���r�g��2016-05-27 | ��Դ������ˇ���⺸���\�I�� | ������
�T���V�Ͻ�Y�������ڜp�p�Y����������������õĜp��Ч�����ں��պ����I��õ��V���đ��á��V�Ͻ�����^�͵��۷��c���^�ߵ����������ں��������^�̘O���γɴ����Ľ��������ͷۉm�w�����p���V�ϽӲ����������^���еē]�l��ȼ�����ѽ��ɞ��V�Ͻ�Gɫ�����������Ҫ���}��
���Ӽ��g�����b�������I��Ĺ��Լ��g���ѽ��ɞ�Ӱ��V�Ͻ��ں��պ����b�������I���õ��P�I���g֮һ��
���P�I��������V�ϽӲ��ϵķ��c���p���V�Ͻ��^�̵��|���pʧ�������V�Ͻ�����^�ٵĺ�����Ӽ��^���ԭ�Ӱ돽���V�Ͻ�Ľ����I�������^������˾����^�͵��۷��c��ͨ�^���V�Ͻ�������ϡ����Zn��Al �ȶ�NԪ�أ������_����Ԫ�ر�����ʹ�V�Ͻ��c�@ЩԪ�طքe�γɾ��ЈF�������������ؓ�Y�������۷��c�Ľ����g�������Ч��������V�ϽӲ��ϵķ��c����1100����ߵ�1422�棩�����p�Ȳ�δ���F��ס��A�s�Լ����^�Ѽy���V�Ͻ�ĸ�ĵľ����߶Ȟ�40~50��m ����Ӱ푅^���ȼs��250��m����Ӱ푅^���������ĸ��δҊ���@�L���p�^�Ē�����R��Ƭ�@ʾ���p�ľ����߶Ȟ�5~16��m������̎�l�F�������Ľ����g�������Ҫ���-Mg17Al12���������ӽ��^�M�������쏊�Ȝyԇ���yԇ�Y���@ʾԇ����ĸ�ĺͺ��p�^����ɰl�����ѣ��������p�����쏊���cĸ���ஔ��
T �ͽY�����Ĵ����Ӽ��g�����w�C�����I��õ��V�����á����õ��ʼ����T��늻��ͺϺ��ӷ��������F��2mm �V�Ͻ��ĵĴ����ӣ����^��ò��D6 ��ʾ�������������300W��늻����100A�������ٶ�1m/min���ͽz�ٶ�1875mm/min����T �ͽY�����ڰ�ͽ��֮�g�ۺ����ã�δҊ���@ȱ�ݡ�
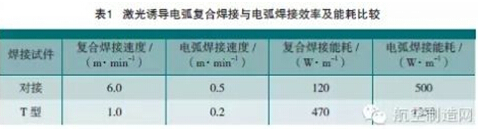 ����
���� ��1 �o���ˌ��Ӱ�ļ�T �ͽY����늻����������T��늻��ͺϺ�������Ч�ʼ������ܺģ�Ӌ��r���]�˼���ӹ��O�估��sϵ�y�����w�ܺģ������l�F�����ü����T��늻��ͺϺ������������@����ߺ�������Ч�ʵ�ͬ�r���͆�λ�L�ȵĺ����ܺģ����ڰlչ�V�Ͻ�ľGɫ�������켼�g���˷e�O�Ĵ��M���á�
���]��x/ RECOMMENDED NEWS
- [2019-07-13]�ֳּ��⺸�C
- [2019-04-26]�ֳּ��⺸�������w�B�m/�}�_�ֳֺ����^
- [2019-04-26]���⺸���ݣ������P�����c��ˇ��B
- [2019-03-28]�X�ļ��⺸��Ч��
- [2019-03-09]���⺸�ӑ���ǰ��
- [2019-01-14]���⺸�ӕ�Խ��Խ�ռ���
- [2018-12-01]���ٹ������⺸��
- [2018-11-15]���⺸���O������X
- [2019-06-29]���⺸�ӿ�������ô���o�⣬����ʲô���ã�
- [2019-06-02]�r�C�X݆���ü��⺸�ӹ�ˇ
- [2019-01-24]�k���ИI���⺸�ӽ�Q����
- [2018-12-03]��܇���������⺸�ӽ�Q����
- [2018-09-01]�N���⺸��
- [2018-07-07]�~���⺸��
- [2018-06-16]늳��wñ���⺸��
- [2018-06-09]304���P䓼��⺸��

��һ퓣� ���⺸�әC�������Щ�aƷ����
��һ퓣� ���w���⺸�әC�Ľ��������ش�ͻ��