���⺸�әC�����ٶȵ��{��ԇ�
�l���r�g��2016-08-08 | ��Դ������ˇ���⺸���\�I�� | ������
���⺸�r�������þ������������������ܼ���ݗ����������r�����������x�飺��λ�L�Ⱥ��p���ܵļ��������������ٶȴ�r�����p�ľ�����С�������½�����֮�����ԫ@���^������ԇ�����������S�����ٶȵ����ӎ��dzʾ����½�����D��ʾ��
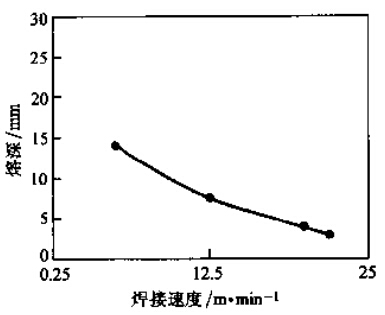
�D 1Cr18Ni9Ti���P���1OkW��������̽�S�����ٶȵ�׃��
���⺸�ӕr��Ҫ�������ϵğ��������|�����^��ʽ�������ȵȗl���x���ٶȣ�����ʹ�������յ����ļ������������F��ֵ��ۻ����@���������������ٶ��^�͕r�������²��ϰl�������������������ٶ��^�ߕr�����p�\�����^���ܲ�����������\䓰壬�t������\�Ӵ���e���l���䣬Ӱ푺����|����
���]��x/ RECOMMENDED NEWS
- [2019-07-13]�ֳּ��⺸�C
- [2019-04-26]�ֳּ��⺸�������w�B�m/�}�_�ֳֺ����^
- [2019-04-26]���⺸���ݣ������P�����c��ˇ��B
- [2019-03-28]�X�ļ��⺸��Ч��
- [2019-03-09]���⺸�ӑ���ǰ��
- [2019-01-14]���⺸�ӕ�Խ��Խ�ռ���
- [2018-12-01]���ٹ������⺸��
- [2018-11-15]���⺸���O������X
- [2019-06-29]���⺸�ӿ�������ô���o�⣬����ʲô���ã�
- [2019-06-02]�r�C�X݆���ü��⺸�ӹ�ˇ
- [2019-01-24]�k���ИI���⺸�ӽ�Q����
- [2018-12-03]��܇���������⺸�ӽ�Q����
- [2018-09-01]�N���⺸��
- [2018-07-07]�~���⺸��
- [2018-06-16]늳��wñ���⺸��
- [2018-06-09]304���P䓼��⺸��

��һ퓣� ���⺸���O�䑪�߂�����c
��һ퓣� ���⺸�ӹ�ˇ�b����x��ԭ�t