���w���⺸�әC���t���ۺ��ﺸ��
�l���r�g��2016-11-24 | ��Դ������ˇ���⺸���\�I�� | ������
���s�͓��A���w�������İl���l�V������1.4-2.0��m������ǰ�����ѱ��V���������t���ͺ����I���҂�֪�����S��ۺ������@Щ���L�������������^�ߣ��������C���@һˮƽ�������ʿ����ں���һϵ�еİ�����ȫ���ľۺ��ͬ�r����ʹ���p�����ۿ�����W����

��������
���������ϵ�Мyԇͨ�^�ڲ�ͬ��ȵij��ø߷��Ә�֬���M�пɿصĺ��ӣ�Ȼ���b�������ʡ���ߴ�С�����Õr�g���xȡһ���Ĺ�߳ߴ��ƽ�����ʣ������ں�����ͬ�N�ͬ��ȵ����ۺ��������Ե����g�������l�����ڡ��@�N�ڲ��L��1540nm��1940nm���M�е��o�B����ԇ����Ӌ����������ʣ�Ҋ�±�1����
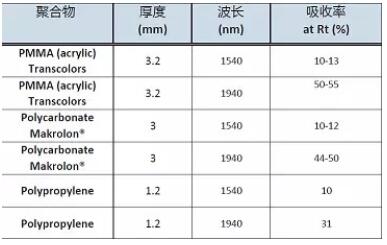
��1�����L��1540nm��1940nm�r���ۺ����������
�����S�����Ϻ͓��A�����������Õr�g���ӣ����Ժ���������������w������һ����ȵ����ڡ��S������������֮�g�������\�ӣ��ɿغ��ӵ���ȼ�ȡ�Q�ڼ���ʺ�λ���ٶȡ��@һ�������Pϵ���m�������к��Ӽӹ��^�̡����Ɍ����ۺ���̶���һ�����п���ͨ�^�{�������ٶȶ����F��Ӻ��ġ��D1�@ʾ����һ�δ����Ӿ۱�ϩ�Ĺ�W�����ӡ�
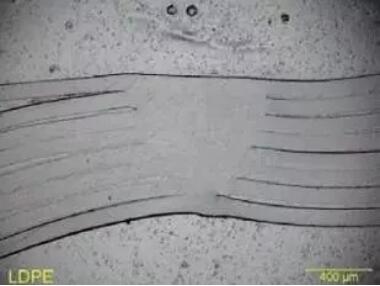
�D1�������Ӷ��Ӿ۱�ϩ
�������A���w�������еğ���ݔ��ı��ʵõ�������ƣ��@ʹ��ݔ��Ӻ���ğ���Ҳ�ܵ�������ơ��Mһ��ԇ��C�����Ӻ��ʹ�Ӻ����γɹ�W���ĽӺ��棬�@�N���gҲ���ԑ�����������N�Ӻ���Y����������Ǻ�����ᔺ����c����ͬ�r߀�����ھ�߅�����˽Ӻ����Ǻ���T�κ������ͬ�r�@ʾ���l�����������Ӻ�����Ⱥ��|�������Ӿۺ��ﱡĤͬ�ӿ���ʹ�Æ�һ��ຸ�����g���ӡ��@�N���ӹ�ˇ���S�����c������Ҫ��һ�c�ǣ�����Ҫ���ϸ��Ի������t�����ՌӁ������ۺ����������ա�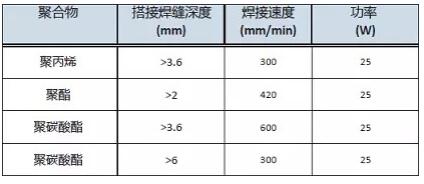
����2���A�����ٶȔ���
�������Y
����������ýY����C�����ں������ۺ�������ͺ��Ӽ��g�����ٴο϶��˹��w���������gȡ�ÿ��ٵİlչ��
���]��x/ RECOMMENDED NEWS
- [2019-07-13]�ֳּ��⺸�C
- [2019-04-26]�ֳּ��⺸�������w�B�m/�}�_�ֳֺ����^
- [2019-04-26]���⺸���ݣ������P�����c��ˇ��B
- [2019-03-28]�X�ļ��⺸��Ч��
- [2019-03-09]���⺸�ӑ���ǰ��
- [2019-01-14]���⺸�ӕ�Խ��Խ�ռ���
- [2018-12-01]���ٹ������⺸��
- [2018-11-15]���⺸���O������X
- [2019-06-29]���⺸�ӿ�������ô���o�⣬����ʲô���ã�
- [2019-06-02]�r�C�X݆���ü��⺸�ӹ�ˇ
- [2019-01-24]�k���ИI���⺸�ӽ�Q����
- [2018-12-03]��܇���������⺸�ӽ�Q����
- [2018-09-01]�N���⺸��
- [2018-07-07]�~���⺸��
- [2018-06-16]늳��wñ���⺸��
- [2018-06-09]304���P䓼��⺸��

��һ퓣� ���⑪�ü��g����ѭ��ԭ�t
��һ퓣� ���әC���˵ĽM�ɺͻ�ӿ��g